- Visión General
- Parámetros del producto
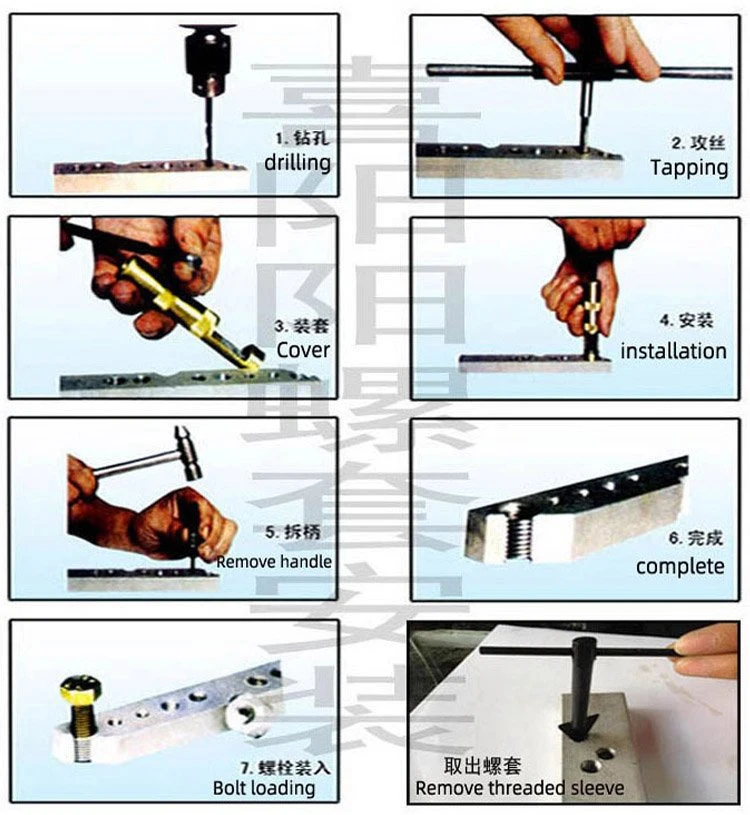
- Instrucciones de instalación
Información Básica.
Descripción de Producto
 El macho de roscar de acero Xiyangyang se utiliza para procesar el agujero inferior ciego. Puede producir chips rápidamente y tiene alta precisión. Puede procesar el agujero inferior.
El macho de roscar de acero Xiyangyang se utiliza para procesar el agujero inferior ciego. Puede producir chips rápidamente y tiene alta precisión. Puede procesar el agujero inferior. 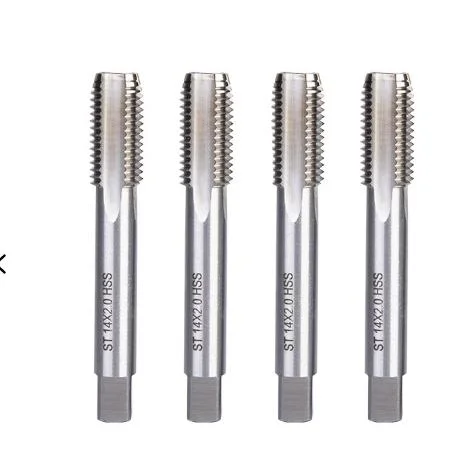


| Especificación de rosca | Diámetro de la broca (mm) | Especificación de rosca | Diámetro de la broca (mm) |
| M2*0,4 | 2,1 | M8*1 | 8,3 |
| M2,5*0,45 | 2,6 | M10*1 | 10,3 |
| M3*0,5 | 3,1 | M10*1,25 | 10,3 |
| M4*0,7 | 4,2 | M12*1,25 | 12,3 |
| M5*0,8 | 5,2 | M12*1,5 | 12,4 |
| M6*1 | 6,3 | M12*1 | 12,3 |
| M7*1 | 7,3 | M13*1,25 | 13,3 |
| M8*1,25 | 8,3 | M14*1,5 | 14,4 |
| M10*1,5 | 10,4 | M14*1,25 | 14,3 |
 Seleccione el tipo de toque
Seleccione el tipo de toque
A menudo usamos: Macho de roscar de ranura recta, macho de roscar de ranura espiral, macho de roscar de punta de tornillo, macho de roscar de extrusión, su rendimiento tiene sus propias fuerzas.
El macho de roscar de ranura recta tiene la mayor versatilidad, a través de agujeros o a través de agujeros, metales no ferrosos o metales ferrosos pueden ser procesados, y el precio es también el más barato. Pero la pertinencia es también pobre, cualquier cosa puede hacerse, nada es lo mejor. El macho de roscar de ranura espiral es más adecuado para el procesamiento a través de la rosca del orificio y la viruta se descarga hacia atrás durante el procesamiento. Debido al ángulo del tornillo, el ángulo de corte real del macho de roscar aumentará con el aumento del ángulo del tornillo.
La experiencia nos dice: Para el procesamiento de metal negro, el ángulo de hélice es un poco más pequeño, generalmente alrededor de 30 grados, para asegurar la fuerza de los dientes de hélice. Procesamiento de metales no ferrosos, el ángulo espiral se selecciona un poco más grande, puede ser de unos 45 grados, y el corte es afilado. La viruta se descarga hacia delante cuando se procesa el macho de roscar. El macho de roscar extruido es más adecuado para el procesamiento de metales no ferrosos.