Información Básica.
No. de Modelo.
SWR
Origen
China
Código del HS
8477900000
Capacidad de Producción
1000pieces/Year
Descripción de Producto
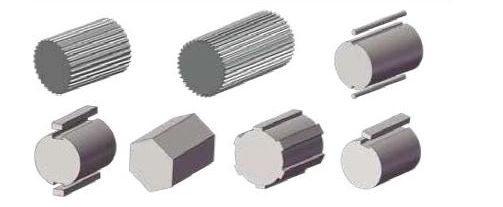
Los ejes
1.Tenemos dos tipos principales de los ejes para satisfacer las demandas diferentes:
El eje de fresado de ranura tradicionales
El eje de la laminación en frío
2.La gama de trabajo:
Longitud: dentro de 15,000 mm
3.Keyslot tipos:
Solo el chavetero Square keyslot
Botón de par alto keyslot doble
Ronda keyslot Involute dentado interior
Estrías rectángulo requerimientos del cliente está disponible
El eje de fresado de ranura tradicionales
El eje de la laminación en frío
2.La gama de trabajo:
Longitud: dentro de 15,000 mm
3.Keyslot tipos:
Solo el chavetero Square keyslot
Botón de par alto keyslot doble
Ronda keyslot Involute dentado interior
Estrías rectángulo requerimientos del cliente está disponible



| Tipo | El contenido de contraste | |||||
| El mecanizado La precisión | Superficie Terminar | Mecánica La propiedad | Estrías La fuerza | Par La fuerza | Precio | |
| El eje de la laminación en frío | ***** | ***** | **** | **** | **** | ******* |
| Estrías tradicional El eje de fresado | *** | *** | *** | *** | *** | *** |
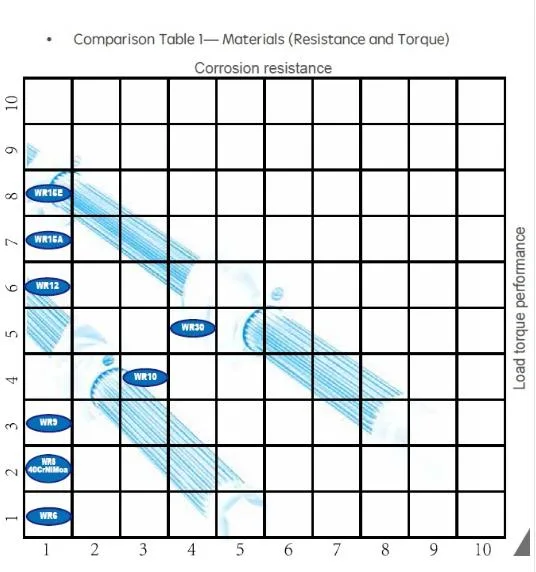
Los materiales
Existen diferentes materiales para diferentes demandas.
- El material importado(Fabricado en Japón o Alemania)
- Material interno
-Material de la SERIE WR
(WR6/WR8/WR9/WR10/WR12/WR15A/WR15E/WR30).
Ventajas de la laminación en frío el mandril en comparación con los tradicionales de molienda de Spline
El procesamiento de estría de extrusión en frío:
La sustitución de los métodos tradicionales de corte mecánico con avanzada tecnología de extrusión en frío es un salto cualitativo en el proceso de mecanizado de estrías. No sólo mejora la precisión de mecanizado y acabado de superficie, sino que también mejora las propiedades mecánicas de las piezas. El endurecimiento de trabajo en frío del metal después de la extrusión en frío y la formación de una razonable distribución optimizada de fibra dentro de la parte que la estría fuerza mucho mayor que el procesado por corte mecánico. A través de la prueba, el mandril procesados por el proceso de carga tiene un par de 25-30%, y la precisión es mejorado por dos niveles, el logro de la norma nacional seis niveles de precisión. Además, un proceso de extrusión en frío razonable puede formar el estrés de compresión en la superficie de la parte para mejorar la resistencia a la fatiga.
| La tabla de comparación 2--par de estrías | |||||||
| Tipo | El diámetro medio de la estría | Par de estrías (N*m) | |||||
| WR12 HRC38 ~42 | WR15A38-42 HRC. | WR15E38-42 HRC. | 40CrNiMoa HRC28 ~32 | 40CrNiMoa HRC32 ~35 | 40CrNiMoa HRC3S-42 | ||
| 20 | 10.5 | 75 | 74 | 83 | 44 | 63 | 70 |
| 30 | 16 | 267 | 261 | 295 | 157 | 224 | 275 |
| 35 | 18 | 380 | 371 | 421 | 223 | 318 | 392 |
| 40 | 20 | 521 | 509 | 577 | 306 | 437 | 537 |
| 50 | 24 | 900 | 880 | 997 | 528 | 754 | 929 |
| 52 | 27 | 1282 | 1253 | 1420 | 752 | 1074 | 1322 |
| 60 | 33 | 2340 | 2287 | 2592 | 1374 | 1961 | 2414 |
| 65 | 33 | 2340 | 2287 | 2592 | 1374 | 1961 | 2414 |
| 75 | 39 | 3863 | 3775 | 4279 | 2268 | 3237 | 3985 |
| 85 | 44 | 5548 | 5421 | De 6144 | 3257 | 4648 | 5722 |
| 95 | 52 | 9157 | 8948 | 10142 | 5375 | 7672 | 9445 |





